![]()
When you go in for a blood test, do you want to be told what your red and white blood counts are, what your platelet or hemoglobin levels are, or what the mean corpuscular volume is? Unless you’re a medical doctor, probably not. You rely on a reputable doctor to analyze the blood count report and tell you if you’re healthy. If he spots concerns, does he say, “You’re unhealthy,” and that’s it? No. You expect him to act with urgency to figure out why you’re not healthy and what can be done to make you better. You expect him to ask a battery of questions to help pinpoint the root causes and explain the problem at hand. That’s why we have doctors and not just blood counts or healthy/unhealthy alarm limits. We need a true diagnostic methodology to help us stay healthy.
Just like blood analysis, oil analysis is undoubtedly complicated. First, someone is tasked with ensuring samples are collected in just the right way to minimize human interference in the results. This requires training. Then, laboratory technicians are rushed to process the sample through a gambit of instruments. They must use precise and consistent methods to avoid the potential interference from such things as previously run samples or variations in sample agitation technique. This calls for a lot of training.
Once the lab tests are completed, the job isn’t finished. You should expect a skilled diagnostician (just like a doctor) to analyze the results, uncover the clues behind the raw data and produce clear recommendations to address any concerns. This last step is probably the most important reason why oil analysis is performed. It also is arguably the most difficult and often the most overlooked part of it all. This article will offer selection principles necessary to ensure your oil analysis laboratory is giving you what you need to keep your machines healthy.
The End Goal of Oil Analysis
When several end users were asked about the ultimate goal of oil analysis, the most common responses included determining if or when machines were going to fail, detecting incipient machine failures earlier, knowing when to perform an oil change on time, understanding contamination levels and optimizing machine reliability at the lowest possible cost.
While the actual responses varied, a unified answer to the question can be surmised. That is, the end goal of oil analysis is to aid in the optimization of plant-wide reliability by proactively monitoring various indicators within the oil of individual machines. This should be what motivates each plant to design its oil analysis program effectively. This same motivation will also be the deciding factor when evaluating each aspect in selecting and working with a laboratory.
Selection Principles
A laboratory likely will not excel in every aspect of oil analysis as you might hope. In order for it to be competitive, the lab may concentrate its efforts on those areas most valued in the market. The problem is many people are often too focused on price and may unknowingly fall short of their end goal by overlooking some of the most important oil analysis principles.
To capture the scope for evaluating an oil analysis laboratory, selection principles can be grouped into five categories: preparation, regulation, interpretation, communication and evaluation.
1. Preparation
-
Sample shipping time/distance to the laboratory
-
Provide certified-clean bottles and labels
-
Support with sampling methods
-
Test slate availability and selection assistance
Preparation includes all things leading up to the laboratory obtaining the oil sample. Choosing a lab that is located close enough to where samples can be delivered within 24 hours or as soon as possible from when the sample was drawn is a must.
The laboratory should supply certified-clean bottles that are selected based on cleanliness targets and the type of oil to be collected. Lab personnel should be knowledgeable about bottle types and when it is appropriate to select one over another.
Along with the bottles, sample labels should be provided requiring the collection of relevant data for the machine, lubricant, environment and maintenance practices. Without this information, the laboratory will not be able to fully interpret the results. The lab may also furnish special packaging materials to facilitate safe and effective shipping of the oil.
If you are new to oil sampling, your laboratory should offer support on the best practices. This will include how often to sample, where to draw a sample and what type of extraction tools should be utilized.
One of the first steps in developing an oil analysis program is understanding which tests should be performed for each equipment class based on the criticality of each machine. This will involve routine testing (potentially performed in-house) and exception testing (for when results come back questionable or abnormal). Your lab should be able to provide the required tests and assistance for optimizing test slates. The more you measure, the more you can analyze and the more potential opportunities ultimately arise.
![]()
2. Regulation
-
Instrument testing standards validation
-
Operating technician certification
-
Sample handling process (e.g., agitation)
Most oil analysis test methods are not straightforward but will necessitate having regulations to carefully follow. The regulations may come from standards provided by ASTM, ISO or other comparable standardization organizations. These test standards define the generally accepted procedure, the proper application of the test, the method’s repeatability or reproducibility, calibration requirements and other pertinent data. The laboratory may even choose to follow a modified version of a test standard based on the lab’s preferences. It is critical to understand which standard the lab will use for the required tests as well as the measures taken to ensure the operating technicians are conforming to those standards. There should also be minimum requirements regarding the operating technician’s certifications to perform all necessary tasks within the lab (though outside of the actual test standards).
The lab’s sample handling processes before and even after the tests are performed will be crucial. Find out how quickly samples are processed for analysis, the sequence of tests and how the remaining sample is stored for potential exception testing. At times, laboratories must take additional steps outside the scope of the testing standards to improve the accuracy of the results, such as the method to effectively agitate the sample prior to analysis or a quick physical inspection of the oil as the initial indicator of a potential concern.
Additionally, each laboratory may decide (and is expected) to go through an extensive self-assessment based on generally accepted standards for maintaining and managing a lubricant testing laboratory. In recent years, ASTM D7776-12 (Self-Assessment of Quality System Practices in Petroleum Products and Lubricant Testing Laboratories) has been developed to better outline the specific criteria that should be reviewed. If possible, end users should request any documents that can provide the results of laboratory self-assessments and the methodology and criteria that were employed.
3. Interpretation
-
Three categories of oil analysis
-
Statistical trends and calculations
-
Multiple data point correlations
-
Maintenance history considerations
If only raw data from the oil analysis tests is presented in the final report, it can be quite confusing and overwhelming for end users who have little to no interpretation experience. To achieve the end goal of oil analysis, there must be a comprehensive interpretation of the data. The interpretation stage can be challenging to summarize, as each oil analysis test provides different forms of data. Nevertheless, some general guidelines should be followed during the interpretation of routine oil analysis.
First, the overall results should focus on verifying or identifying the three oil analysis categories: fluid properties, contamination and wear debris. Second, tests performed on a single sample will not be sufficient to obtain quality results. Developing statistical trends of specific data points and calculations across multiple data points will likely be required to determine if there are any concerns. Perhaps the most important comparison will be against the baseline sample results (new oil test results from the same batch of the used oil result).
The various trends developed for each sample point along with the collected maintenance history and understanding of the machine’s criticality will allow cautionary and critical alarm limits to be set. The lab should offer assistance in establishing these limits, but they must be in agreement with the plant’s overall reliability objectives.
Another thing you must consider is whether your laboratory’s interpreters are familiar with the types of machines from which the oil samples were obtained. If they are not, make sure a specialist is involved to give you the diagnostic skills your machines require. Remember, providing oil analysis data and providing a good explanation of the data are two different things.
| 32% |
of lubrication professionals are not confident in the validity of their oil analysis data, according to a recent poll at MachineryLubrication.com |
4. Communication
-
Quality, user-friendly report presentation
-
Software integration
-
Urgent notification of critical results
After the interpretation has been performed, you should expect your lab to effectively and quickly communicate the results in a quality, user-friendly report. You should see supporting graphs, highlighted concerns, pictures and written interpretations in addition to the complete raw data. In recent years, it’s common for all reports to be routed through a cloud-based software to allow you to easily scan multiple reports and modify charts and trend graphs to suit your needs. The last thing you want is the important details to get lost in the jumble of data or to spend too much time trying to make complex interpretations yourself. While it’s always wise to make your own interpretations (since you are most familiar with your machinery’s history), you don’t want to have to spend an unreasonable amount of time doing so.
![]()
Every minute matters when your machines are in distress. Your laboratory should be prepared to immediately contact you if there are any critical concerns. This may be via call, text, email or whatever method works best for you. When it comes to these critical notifications, do not rely on the standard delivery methods for your oil analysis results, as you may overlook their urgency. For example, if you normally receive all oil analysis results by email, you may not perceive the urgency of an email about a critical concern because it might be seen as a typical report in your inbox, likely delaying its review.
5. Evaluation
-
Exception test recommendations
-
Root cause investigation
-
Assess other condition monitoring results
-
Customer-focused support
After critical alarms are triggered and urgent notifications are sent, subsequent communication from the lab should help you evaluate the problem at hand and make quick decisions. The laboratory should assist you in determining exception tests that could provide more information about any concern identified by a routine test. This further analysis should include techniques like microscopic analysis, which can be obtained from any remaining oil from the original sample. More oil may also need to be drawn from the machine. These exception tests are intended to confirm, deny or provide more details in order to find the root cause of the issue. With this data and more in-depth examination into the recent events of the machine’s operating conditions, investigation reports and other condition monitoring technologies, remediation recommendations can be formulated.
In many cases, the laboratory may be able to provide the investigative assistance you need to get to the root cause of a potential failure. Know your lab’s full capabilities and set your expectations accordingly. The laboratory should be passionate about detecting and solving problems, and share your end goal of aiding in the optimization of plant-wide reliability by proactively monitoring various indicators within the oil of individual machines.
At What Cost?
Each of these oil analysis selection principles can be refined by considering the optimum reference state (ORS) of each machine or, more importantly, your plant’s overall reliability objectives. If price was not a concern, you would simply choose a lab that could deliver on all of these principles. Unfortunately, price eventually must be a concern.
So when does the price of oil analysis outweigh its returns? First, you must consider the impact of a potential failure for any of your machines, including the resulting cost of parts, labor and lost revenue from a production interruption. Then, depending on the magnitude of this impact, you must decide how much you would be willing to spend to avoid the average incident, regardless of whether there is a history of failure. In almost every circumstance, a single catch that avoids the average failure would more than justify the typical cost of an oil analysis program for an entire plant.
Oil analysis services are generally competitively priced in the market. Nevertheless, beware of the potential shortcomings of very low-cost or even free oil analysis programs, such as those provided by a lube supplier. Even if the oil analysis is free, it still costs you time and money to collect samples and manage results. If the oil analysis program isn’t created with your end goal as the focus, you may not be giving yourself any sort of advantage. You may be better off spending a few extra dollars to guarantee you get the value you’re trying to achieve. Asking the questions specified by the selection principles will help ensure this. As the optimum reference state suggests, there is an optimum effectiveness zone that is a balance between the cost of an investment (like oil analysis) and the cost of unreliable operation. The total cost of reliability will be the lowest at this optimum effectiveness zone.
So while price must be taken into consideration, it should not be your top priority. Consider price only after you can verify your satisfaction with the level of service and quality the lab offers in each of the selection principles as it relates to your end goal. Like most things, it is often a tradeoff between price, service and quality, where two of the three are achievable at a desired level. Do not sacrifice the necessary levels of service and quality for price. The attainment of your end goal is depending on it.
![]()








 The offsite Jim Beam Distillery tour was a big hit with those lucky enough to reserve their spot. The first 50 registrants enjoyed a private guided tour through the distillery along with a barbecue dinner and bourbon tasting.
The offsite Jim Beam Distillery tour was a big hit with those lucky enough to reserve their spot. The first 50 registrants enjoyed a private guided tour through the distillery along with a barbecue dinner and bourbon tasting.
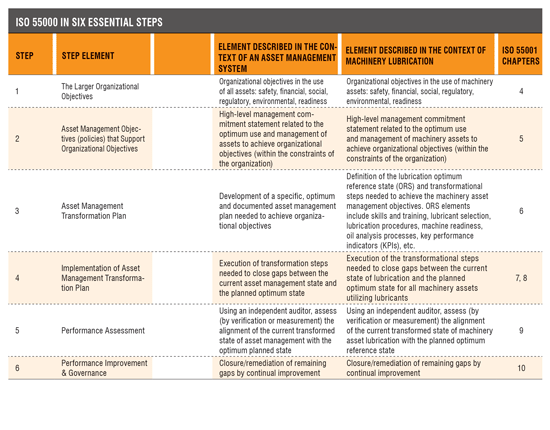 “An asset management system provides a structured approach for the development, coordination and control of activities undertaken on assets by the organization over different life cycle stages, and for aligning these activities with its organizational objectives.”
“An asset management system provides a structured approach for the development, coordination and control of activities undertaken on assets by the organization over different life cycle stages, and for aligning these activities with its organizational objectives.”






 Anglo American’s Minas-Rio mine in Brazil was selected to receive the Battle award for excellence in lubrication, while Ontario Power Generation’s Darlington Nuclear Generating Station was chosen as the recipient of the Gill award for excellence in the application of oil analysis.
Anglo American’s Minas-Rio mine in Brazil was selected to receive the Battle award for excellence in lubrication, while Ontario Power Generation’s Darlington Nuclear Generating Station was chosen as the recipient of the Gill award for excellence in the application of oil analysis.



 Shell recently announced its decision to build a new petrochemical complex near Pittsburgh, Pennsylvania. Construction will start in approximately 18 months, with commercial production expected to begin early in the next decade.
Shell recently announced its decision to build a new petrochemical complex near Pittsburgh, Pennsylvania. Construction will start in approximately 18 months, with commercial production expected to begin early in the next decade. Donaldson recently launched a new solution for remotely monitoring pressure drop across bulk filtration systems.
Donaldson recently launched a new solution for remotely monitoring pressure drop across bulk filtration systems. "What are lubricant churning and bearing torque, and how do they affect gears, bearings and the lubricant?"
"What are lubricant churning and bearing torque, and how do they affect gears, bearings and the lubricant?" Cortec recently introduced a new lithium-complex grease for lubricating bearings, fans, chassis or other metal areas.
Cortec recently introduced a new lithium-complex grease for lubricating bearings, fans, chassis or other metal areas. Machine failures occur for a variety of reasons. Each of these failures creates a ripple effect of costs and productivity loss. Some of these issues can be mitigated by choosing a high-performance lubricant — one that can withstand time and harsh environments. While high-performance lubricants are more expensive initially, the added expenditure is recovered through reduced breakdowns, downtime and maintenance costs, which result in long-term overall savings.
Machine failures occur for a variety of reasons. Each of these failures creates a ripple effect of costs and productivity loss. Some of these issues can be mitigated by choosing a high-performance lubricant — one that can withstand time and harsh environments. While high-performance lubricants are more expensive initially, the added expenditure is recovered through reduced breakdowns, downtime and maintenance costs, which result in long-term overall savings. "What is the best way to manage lubrication information for plant assets and their maintenance records?"
"What is the best way to manage lubrication information for plant assets and their maintenance records?" Idemitsu Lubricants America (ILA) recently opened a new facility that will focus on providing custom lubricant solutions to a variety of customers throughout North, Central and South America.
Idemitsu Lubricants America (ILA) recently opened a new facility that will focus on providing custom lubricant solutions to a variety of customers throughout North, Central and South America.